アルミ部品の加工例
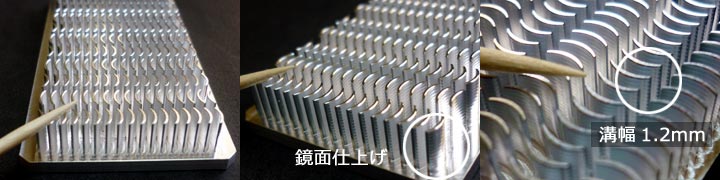
加工例.1湾曲した薄いハネ。薄く狭く整えながら、鏡面の加工も施しました

【質問】加工製品の特長を教えてください
(1)ハネの箇所。薄く狭く整えながら、互い違いに加工しています。
(2)鏡面加工のように綺麗に仕上げています。
【質問】使用した工具は何ですか
エンドミルφ0.8
【質問】作業にあたって注意した点や苦労した箇所は
[◎速度調整]
送り速度と回転速度のバランスです。切削を速く送ると振れてしまい加工面が汚くなる。熱を持たせると「加工物が曲がる」などの不良になるので、切り込み量に注意しながら、切り込み過ぎないように加工しました。
素の状態ではクランプの固定ができないので、治具に工夫を施しながら加工しました

【質問】加工製品の特長を教えてください
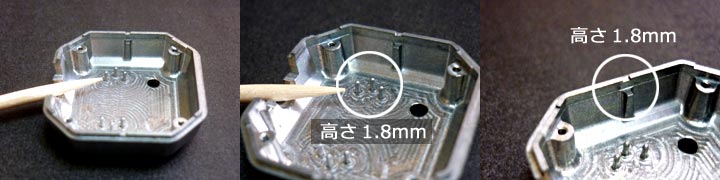
(1)細部の加工品
(2)ピン形成
(3)複雑な形状
【質問】使用した工具は何ですか
ボールエンドミル(R2、R1、R0.5、R0.3)です。
【質問】作業にあたって注意した点や苦労した箇所は
[チャッキング]
素の状態ではクランプの固定ができないので、冶具に工夫を施しました。
[短時間]
精密さと同時に時間を短縮しながら加工するプログラムの設定。単に大きな工具使用で加工効率を優先すると細部の数値が出せないし、小さな工具で慎重加工しすぎると時間が掛かりすぎて生産業務に支障が出ますので。
それぞれの箇所に、最適な測定機器を選択してチェックしました


【質問】品質検査で注意点を上げるとすればどんなところですか
今回のアルミパーツ3点には、仕上げに表面処理(アルマイト)を施しました。精級寸法を指示されている箇所に対しては、この処理後の「寸法変化を加味した寸法に仕上がっているか」の見極めが重要です。
手間も時間もかかりますが、それぞれの箇所にあった最適な測定機器を選択してチェックする必要があります。
【質問】品質検査に使用した工具・機械は何ですか
三次元測定機、画像測定器、マイクロメータ、ノギス、ネジゲージ、ピンゲージ、外観(目視、触指)
【質問】今回のアルミパーツ検査にあたって苦労した箇所は
やはり表面処理を施した製品の検査なので、寸法変化の見極めや幾何公差などの測定に気を使った点。
「0.001mm単位」での精級穴寸法を計測するのに、当社で扱う通常の加工部品と比べて若干サイズが大きめだったので、測定器に設置するときの取り扱い(勝手)が少し変わりました。
(入社初年度:マシニング操作4ヵ月の例)
材料を注文する時は品物の寸法だけでなく、加工のしやすさを考えて注文する必要がある

【質問】加工製品の特長を教えてください
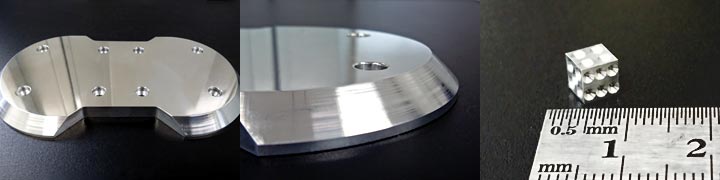
[表面プレート]8mmの大きなC面
[サイコロ(試作品)]5mm角、滑らかな目の加工
【質問】使用した工具は何ですか
[表面プレート]
超硬エンドミル、ハイスエンドミル、面取りチップ(φ25×90°)
[サイコロ(試作品)]
超硬エンドミル、ハイスエンドミル、フルカットミル、面取りチップ(φ6×90°)
【質問】作業にあたって注意した点や苦労した箇所は
[表面プレート]
機械を使い始めてから4ヶ月目、少しずつ任されるようになったころの製品加工です。側面の角を出す面取りチップ(φ25×90°)など、普段とは違う工具を使ったので、どれくらいの補正で、どのくらいC面が削れるのか分からなかった。またC面を出す時に、補正を少しずつ変えながら加工しました。
[サイコロ(試作品)]
今回使用した素材はアルミ2024。比較的硬い材料ですが、バイスで潰れないようにするために、クランプする加減に気を遣いました。また一面、一面、目を加工するのに、全てプログラムを変えるところに手間が掛かりました。
加工例
